石景山c型鋼聯(lián)系電話(huà)地址
發(fā)布時(shí)間:2024-11-24 01:34:14
石景山c型鋼聯(lián)系電話(huà)地址
與混凝土結構自重相比輕,結構自重的降低,減少了結構設計內力,可使建筑結構基礎處理要求低,施工簡(jiǎn)便,造價(jià)降低。以熱軋H型鋼為主的鋼結構,其結構科學(xué)合理,塑性和柔韌性好,結構穩定性高,適用于承受振動(dòng)和沖擊載荷大的建筑結構,抗自然災害能力強,特別適用于一些多地震發(fā)生帶的建筑結構。采用H型鋼可以有效保護環(huán)境,一是和混凝土相比,可采用干式施工,產(chǎn)生的噪音小,粉塵少;二是由于自重減輕,基礎施工取土量少,對土地資源破壞小,此外大量減少混凝土用量,減少開(kāi)山挖石量,有利于生態(tài)環(huán)境的保護;三是建筑結構使用壽命到期后,結構拆除后,產(chǎn)生的固體垃圾量小,廢鋼資源回收價(jià)值高。
石景山c型鋼聯(lián)系電話(huà)地址
槽鋼分普通槽鋼和輕型槽鋼。熱軋普通槽鋼的規格為5-40#。經(jīng)供需雙方協(xié)議供應的熱軋變通槽鋼規格為6.5-30#。槽鋼主要用于建筑結構、車(chē)輛制造、其它工業(yè)結構和固定盤(pán)柜等,槽鋼還常常和工字鋼配合使用。在使用中要求其具有較好的焊接、鉚接性能及綜合機械性能。 產(chǎn)槽鋼的原料鋼坯為含碳量不超過(guò)0.25%的碳結鋼或低合金鋼鋼坯。成品槽鋼經(jīng)熱加工成形、正火或熱軋狀態(tài)交貨。其規格以腰高(h)*腿寬(b)*腰厚(d)的毫米數表示,如100*48*5.3,表示腰高為100毫米,腿寬為48毫米,腰厚為5.3毫米的槽鋼,或稱(chēng)10#槽鋼。腰高相同的槽鋼,如有幾種不同的腿寬和腰厚也需在型號右邊加a b c 予以區別,如25#a 25#b 25#c等。

石景山c型鋼聯(lián)系電話(huà)地址
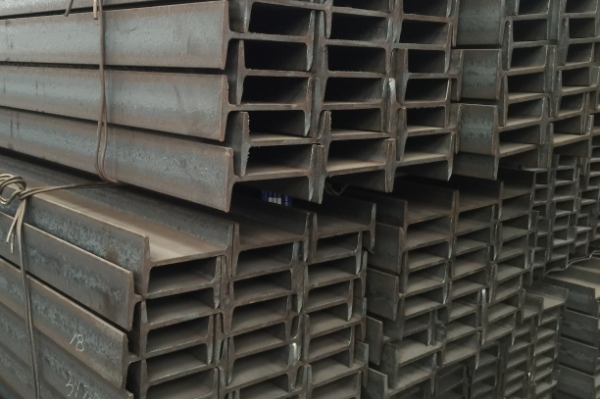
低合金H型鋼是一種截面面積分配更加優(yōu)化、強重比更加合理的經(jīng)濟斷面高效型材,因其斷面與英文字母“H”相同而得名。由于低合金H型鋼各個(gè)部位均以直角排布,因此低合金H型鋼在各個(gè)方向上都具有抗彎能力強、施工簡(jiǎn)單、節約成本和結構重量輕等優(yōu)點(diǎn),已被廣泛應用。高度H×寬度B×腹板厚度t1×翼板厚度t2,如低合金H型鋼Q345B 200×200×8×12表示為高200mm寬200mm腹板厚度8mm,翼板厚度12mm的寬翼緣H型鋼,其牌號為Q345B。低合金H型鋼主要用于工程,廠(chǎng)房設備,機械設備,橋梁,高速公路,民房等;機械性能和物理性能好,牢固,節約能源和環(huán)保的效果。低合金H型鋼是一種經(jīng)濟型斷面鋼材,廣泛用于工業(yè)、建筑、橋梁、石油鉆井平臺等方面,據預測2005年我國H型鋼需求量約250萬(wàn)噸,2010年需求量500萬(wàn)噸,但目前我國H型鋼年生產(chǎn)能力為120萬(wàn)噸,市場(chǎng)需求量非常巨大。

石景山c型鋼聯(lián)系電話(huà)地址
H型鋼是一種新型經(jīng)濟建筑用鋼。H型鋼截面形狀經(jīng)濟合理,力學(xué)性能好,軋制時(shí)截面上各點(diǎn)延伸較均勻、內應力小,與普通工字鋼比較,具有截面模數大、重量輕、節省金屬的優(yōu)點(diǎn),可使建筑結構減輕30-40%。H型鋼分為熱軋H型鋼 和焊接H型鋼(H)兩種,熱軋H型鋼又分為寬翼緣H型鋼(HW) 中翼緣H型鋼(HM)和窄翼緣H型鋼(HN)三種。HW 是H型鋼高度和翼緣寬度基本相等;主要用于鋼筋砼框架結構柱中鋼芯柱,也稱(chēng)勁性鋼柱;在鋼結構中主要用于柱。HM 是H型鋼高度和翼緣寬度比例大致為1.33至1.75 ,主要在鋼結構中:用做鋼框架柱在承受動(dòng)力荷載的框架結構中用做框架梁。HN 是H型鋼高度和翼緣寬度比例大于等于2,主要用于梁;工字鋼的用途相當于HN型鋼。H型鋼的主要材質(zhì)有Q235B、SM490、SS400、Q345 、Q345B等。

石景山c型鋼聯(lián)系電話(huà)地址
H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規格受限制等缺點(diǎn)。因此,H型鋼以軋制方法生產(chǎn)為主。在現代化的軋鋼生產(chǎn)中,使用萬(wàn)能軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進(jìn)行軋制,翼緣則在水平輥側面和立輥之間同時(shí)軋制成形。由于僅用萬(wàn)能軋機尚不能對翼緣邊端施以壓下,這樣就需要在萬(wàn)能機架后設置軋邊端機,俗稱(chēng)軋邊機,以便對翼緣邊端給予壓下并控制翼緣寬度。在實(shí)際軋制操作中,把這兩座機架作為一組,使軋件往復通過(guò)若干次(圖2a),或者是令軋件通過(guò)由幾架萬(wàn)能機座和一兩架軋邊端機座組成的連軋機組,每道次施加一定的壓下量,將坯料軋成所需規格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,由于水平輥側面與軋件之間有滑動(dòng),軋輥的磨損比較大。為了保證重車(chē)后的軋輥能恢復原來(lái)的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設置成品萬(wàn)能軋機,又叫萬(wàn)能精軋機,其水平輥側面與水平輥軸線(xiàn)垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀